by Chris Springer
Industry Relations & National Accounts Manager
I am excited that more and more shop owners and refinish techs are taking their PPE (Personal Protective Equipment) needs more seriously. Over the last year or so, I have been talking to and educating people about filtration and fresh air - almost as much as spray guns. Painters are wanting to protect themselves more so that they can do the job longer and healthier. I grew up in this business, during a time when painters would say, “I’ll keep painting until the chemicals take their toll on my body and I can’t paint anymore.” That always sounded strange to me. I would ask myself, why not just wear gloves when your mixing or wiping down a panel or why not get proper respiratory protection so you’re not breathing in these chemicals? It makes me wonder what is the reason there are painters not using fresh air to protect themselves
Is it education on filtration and breathable air?
Is it the cost of the equipment?
Is it comfort? Or that we have just ‘always done it this way.?
A shop’s air system is the heart of the operation
The compressor feeds all the technicians in the facility, and for most of us, we couldn’t do our job without it. Also, the demand on air systems is growing as technology changes in products and processes.
Choosing the location of the compressor that supplies the breathing air system is crucial. If intake air is clean and free of toxic gases, the remainder of the system should not cause any special problem. However, if the compressor air intake is located inside a manufacturing plant, on the roof in proximity to vents and exhausts or through a wall into an environment of auto exhaust, or within any toxic environment, there is virtually no chance that the system will function satisfactorily.
Filtration requirements
If you are going to utilize a SATA fresh air hood, your compressed air must meet specific OSHA (Occupational Safety and Health Administration) and CGA (Compressed Gas Association) requirements. I believe we have all heard the term “Grade D Breathable Air,” and most of us generally have no idea what that actually means. There are multiple levels of air quality, and they are graded A, L, D, E, J and N. For example, Grade A air is typically industrial compressed air for use with air tools. Grade D air is specific to OSHA breathing air and means it meets specific purity levels measured in ppm (parts per million). These purity requirements focus on contaminants that are harmful to humans. Examples of those measured contaminants are: carbon dioxide, carbon monoxide, odor and other limiting characteristics. These guidelines and specific levels can be found online at ANSI (American National Standards Institute), OSHA (Occupational Safety and Health Administration) 29 CFR 1910.134 and on the CGA (Compressed Gas Association) CGA G-7.1-1989 Commodity Specification for Air.
At Dan-Am, we are fortunate enough to represent the absolute best compressed air filtration in the industry. SATA air filtration started in 1931 and continues today with some of the highest standards in air quality, offering two different filtration series in the US market. The quality of filtration is the same between the two series, the only difference is the amount of CFM that flows through the unit. The SATA 200 series filters allow for 72 CFM at 90 PSI, while the SATA 400 series filters allow for 129.9 CFM at 90 PSI.
A helpful calculation that I use when determining which series filter unit should go in a shop is:
• 9-15 CFM of air consumed, per tech spray gun
• 6-15 CFM of air consumed, per tech fresh air hood
For calculation sake and assuming highest demand, we can assume up to 30 CFM per tech
SATA 200 Series Filter Unit – can run up to two paint techs at the same time
SATA 400 Series Filter Unit – can run up to four painters at the same time
The large volume of CFM that the SATA filter units flow allows for more technicians to perform on one filtration unit versus most of the competitive filtration brands. In many cases, SATA provides over double the amount of air volume.
SATA breaks air filtration down into three stages
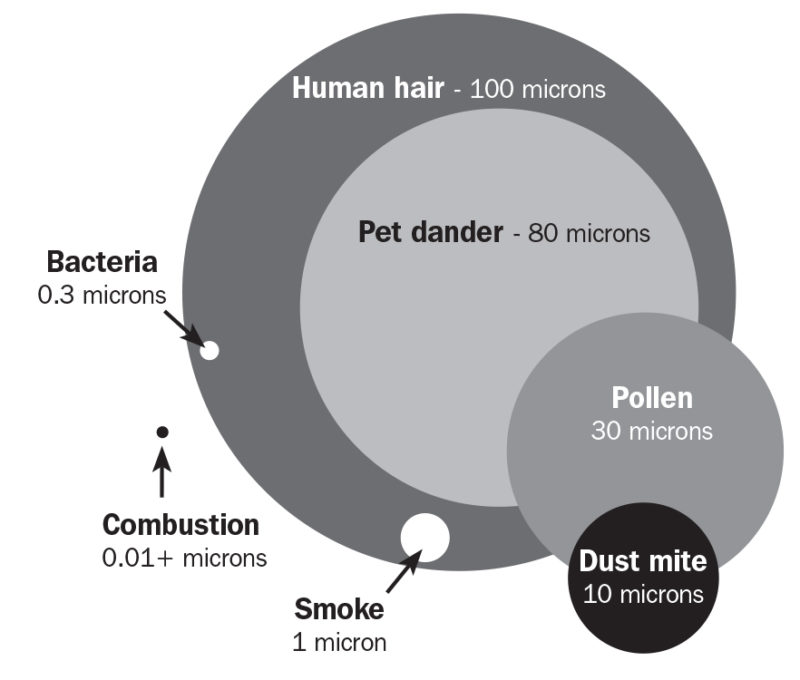
The first filter stage removes water and oil by spinning the air through a cyclone tube and starts removing particulate by filtering the air through a sintered bronze filter. The first filter stage captures contamination down to 5 microns in size.
An added feature to the filter canister is an automatic float valve drain. Once a certain amount of water, oil and debris are captured in the first canister, a float raises, allowing the contamination to purge from the system without depressurizing. This allows for an uninterrupted work flow due to a clogged filter unit. SATA’s first filter unit has next to no maintenance cost, every six months the plastic cyclone tube can simply be washed with soap and water to remove any oil or debris. The sintered bronze filter should be rinsed with solvent and blown off, from the inside out. For stubborn debris, you can use a soft nylon brush to scrub the filter. Blow those pieces dry, reassemble the unit and you’re back in business for six months.
After the air passes through the first filtration stage, it enters the second filter stage. That stage houses a fine media filter cartridge that filters the air down to 0.01 microns. Once the air passes through the second filter stage, it is what we would consider 99.9% clean air. The second filter stage should be replaced every six months to ensure air quality.
After leaving the second filter stage, the air has been removed of water and oil particulate, dust and debris contamination have been filtered down to 0.01 microns. (see particle size diagram)
To safely breath air from the compressed air line, one more critical step of filtration is needed to meet Grade D air quality level - hydrocarbons, oil vapor, odor and taste need to be removed from the air. These are removed in the third filter stage, which houses the activated carbon filter unit. As the air passes through the activated carbon filter any remaining contaminants are essentially absorbed, cleaning the air to achieve Grade D air quality level. The air that passes through all three stages of filtration is now considered 100% clean, breathable air. The third filter stage needs to be maintained, and the filter replaced every three months to ensure air quality.
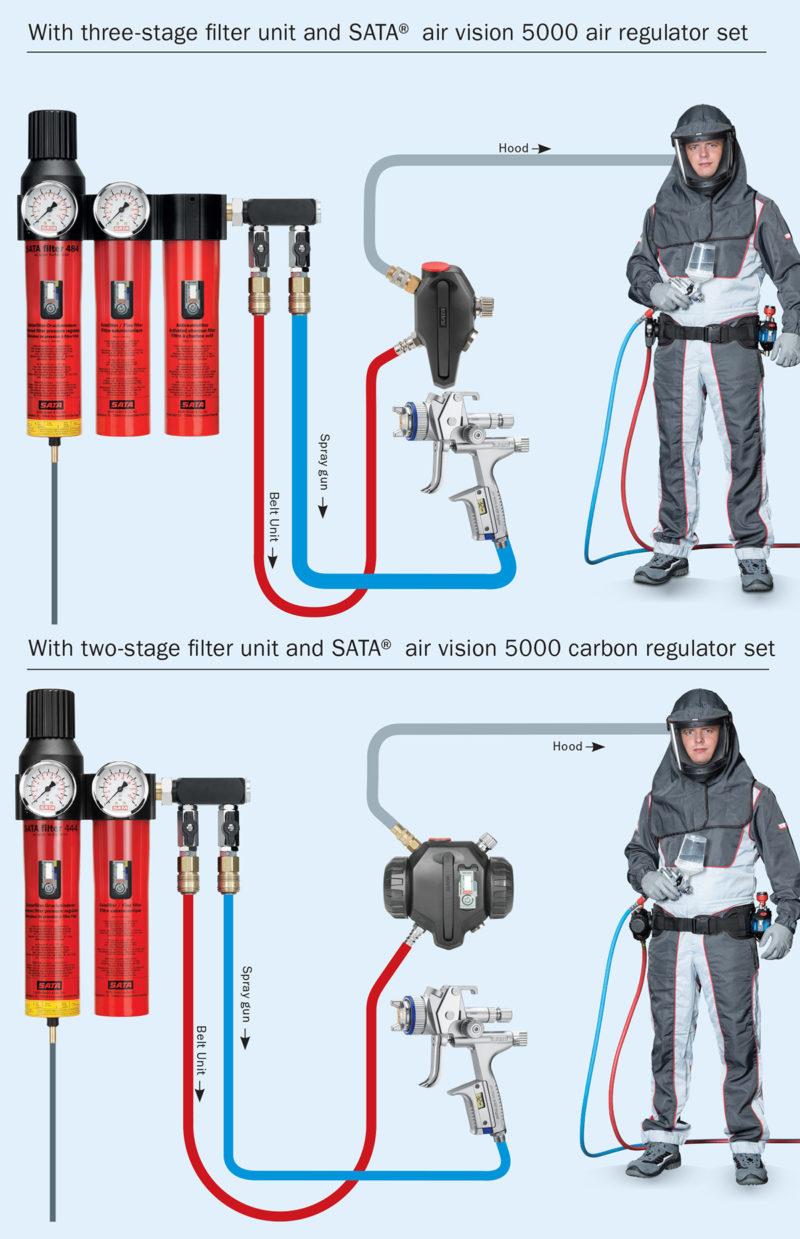
Two-stage filters are ideal for a shop trying to deliver clean, dry air to a paint shop that is utilizing a solvent borne paint system, which does not require a painter to breathe off the compressed air while painting. While three-stage filters are ideal for a shop needing clean, dry air for the paint shop utilizing a waterborne paint system, as well as needing Grade D air for breathing.
In today’s collision repair industry, the use of waterborne basecoat systems is continuing to grow. The popularity of rotary screw compressors has grown, as well. Something many people do not realize is that a rotary screw compressor creates more oil vapor than a traditional piston compressor. I bring this up for two reasons. The first is that while a shop is spraying a solvent borne basecoat system, oil vapor becomes part of the paint layers. It is such a minute amount that in most cases, it doesn’t cause performance issues in the coatings. However during the introduction of waterborne basecoat 10+ years ago, it was causing all kinds of problems. Very similar to if you were to put oil in water, the oil will float to the surface.
I experienced a situation in my previous role that when we switched a shop from solvent borne basecoat to waterborne basecoat, the shop now had a significant fish-eye problem. The painters and owner swore they never had an issue previously. What it came down to was their air lines had a lot of oil vapor present and when they sprayed solvent it had no effect, the oil vapor would become part of the layers without interference. When we switched to a waterborne basecoat, the oil vapor condensed in the water and floated to the surface. When they sprayed clearcoat they had fish eyes. The solution for that shop was to simply add the triple-stage SATA filter unit, to remove the oil vapor - problem solved.
Fresh air breathing protection
SATA has offered a NIOSH-approved (National Institute for Occupational Safety and Health) fresh air hood since 1987. NIOSH is a division of the CDC (Center for Disease Control) that through standardized test methods has an approval process and ranking for respiration filtration. We’ve all seen the N95 dust masks at the local hardware store. The N95 rating is part of the CDC NIOSH testing.
The SATA air star C™, SATA vision™ 2000 and the newest addition, SATA air vision™ 5000, all hold NIOSH approval numbers TC-19C-210, TC-19C-2101, TC-19C-0533, respectively. These series of SATA fresh air masks and hoods offer a regulated belt unit, which feeds from the regulator in the booth after the air has been filtered through all three stages of SATA filters. These three breathing options also offer an activated charcoal filter, mounted on the belt that can be utilized in place of the third-stage filter unit.
Both methods deliver the highest quality of filtered air to the end user. To help determine which set-up is right for you, simply walk through the following steps:
Does your shop use a waterborne or solvent borne color system?
Waterborne = Three-stage filter for both paint materials and fresh air
Solvent borne = Two-stage filter for paint materials
Will the painter use fresh air?
No = Stop after two stages
Yes = How many techs will be using fresh air?
1-2 techs = You can either use the belt mounted charcoal filter or add the third-stage onto your filtration setup.
3+ techs = It is more cost effective to add the third filter stage than to maintain that many belt units.
SATA offers three different supplied air respirators based on customers’ needs and comfort. For example, SATA offers the air star C™ half mask. It is great for use in situations where other face protection, such as welding shields or grinding shields, are necessary, but the technician needs elevated breathing protection due to gases, dust or even certain metals being used.
SATA also offers two choices in full-face supplied breathing air protection. The vision™ 2000 or the air vision™ 5000 hoods offer up different options in comfort, view and protective needs. The full-face systems offer the highest level of protection for the techs’ entire head that is exposed to so many different products, and can cause health issues.
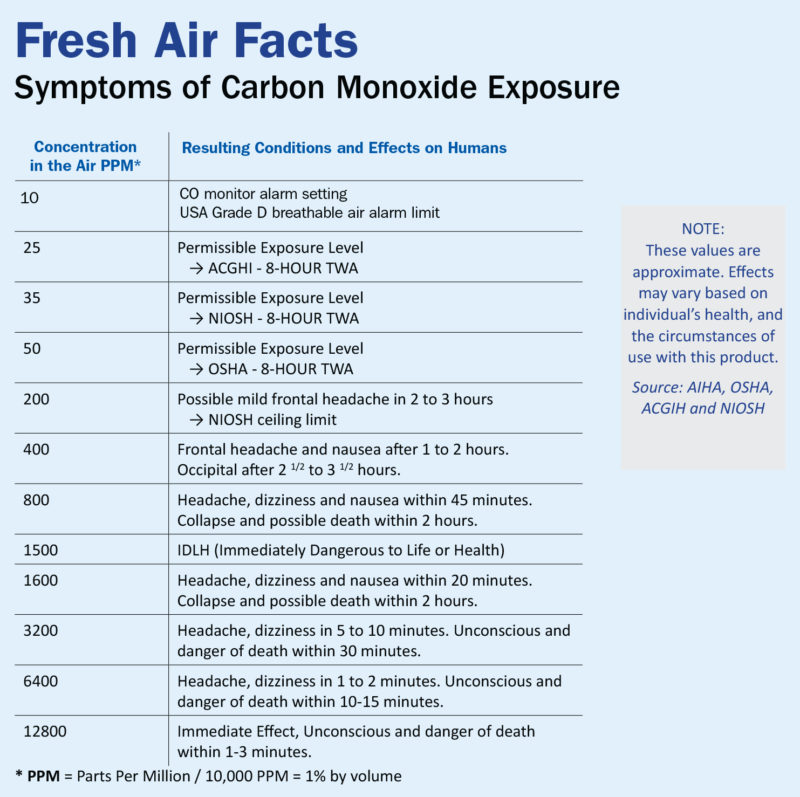
CO protection is a must
One final necessary requirement, when a painter is going to breathe filtered compressed air, is a CO monitor. Understand that a typical compressor does not produce CO unless it’s on fire. But, there have been instances where a delivery vehicle or parts truck parked at idle is too close to the compressor intake. That exhaust is then sent down line and could potentially be dangerous for the technician breathing that air. The OSHA guidelines state that the “Air System” must be monitored. So, somewhere in the compressed air system a CO monitor must be present for the detection of CO. Either an audible alarm or strobe alarm warns the technicians to remove themselves from the compressed air system.
For smaller shops or single-man operations, Dan-Am Company offers the X144 ICOM (Individual CO Monitor). For larger operations or in a facility that has multiple technicians breathing off the same system, the X767 (Guardian) CO Monitor is recommended.
The X767 CO Monitor is connected to the compressed air system, while the X144 ICOM is placed inside the user’s fresh air hood. Both have an audible alarm that warns the tech of the presence of CO. If the alarm goes off, the tech should exit the area that requires the fresh air, and remove the hood. With both CO monitor options offered, the shop should recalibrate the CO monitor X144 once every twelve months or X767-PLUS every six months. The more you calibrate the instrument the more accurate it is.
Overall, the SATA filtration systems paired with the SATA supplied air respirator options are the best protection available to a paint technician.
A final note
SATA makes a conscious decision not to use desiccant to dry the air, due to the potential health effects of silica dust.
When desiccant is exposed to moisture, the bead heats up and fractures. During that fracturing process silica dust particles are sent through the remaining filtration stages. In most of those filters, desiccant is in the last stage, and none of the dust is captured. This negatively affects the air quality and contaminates air for both painting and breathing. In the past year, the manufacturers of filtration systems using desiccant have advertised warnings on their websites and in published documents that the desiccant beads are known to be cancer causing substances.